

Sikaflex®-221
Sikaflex®-221 es un adhesivo / sellador multiuso a base de poliuretano de 1 componente que se adhiere bien a una amplia variedad de substratos tales como metales, imprimaciones metálicas y recubrimientos de pintura (sistemas de 2 componentes), materiales cerámicos y plásticos. Es adecuado para la fabricación de juntas elásticas permanentes.
- Se adhiere bien a una amplia variedad de substratos
- Resistente al envejecimineto
- Puede ser lijado y pintado
- Clasificado EN45545-2 R1/R7 HL3
- No corrosivo
- Bajo olor
VENTAJAS
- Se adhiere bien a una amplia variedad de substratos
- Resistente al envejecimineto
- Puede ser lijado y pintado
- Clasificado EN45545-2 R1/R7 HL3
- No corrosivo
- Bajo olor
Usos
Sikaflex®-221 se adhiere bien a una amplia variedad de substratos y es adecuado para hacer sellados elásticos permanentes. Substratos adecuados son metales, imprimaciones metálicas y recubrimientos de pintura (sistemas de 2 componentes), materiales cerámicos y plásticos. Se utiliza para aplicaciones de sellado interiores y aplicaciones sencillas de pegado en la fabricación industrial, componentes de edificación y equipos. Busque el consejo del fabricante y realice pruebas en substratos originales antes de usar Sikaflex®-221 en materiales propensos a agrietarse por tensiones internas. Este producto es adecuado solo para usuarios profesionales con experiencia. Se deben realizar ensayos con substratos y en condiciones reales para garantizar la adherencia y la compatibilidad del material.Envases
| Cartucho | 300 ml |
| Unipack | 400 ml |
| Cubo | 23 l |
| Bidón | 195 l |
Detalles del producto
| Base química | Poliuretano Monocomponente | |
| Color (CQP001-1) | Blanco, gris, negro, marrón | |
| Mecanismo de curado | Curado por humedad | |
| Densidad | depende del color | 1.3 kg/l |
| Propiedades de no descuelgue | Buena | |
| Temperatura de aplicación | ambiente | 5 ─ 40 °C |
| Tiempo de formación de piel (CQP019-1) | 60 minutos A | |
| Tiempo abierto (CQP526-1) | 45 minutos A | |
| Velocidad de curado(CQP048-1) | (ver diagrama) | |
| Contracción (CQP014-1) | 5 % | |
| Dureza Shore A (CQP023-1 / ISO 48-4) | 40 | |
| Resistencia a la tracción (CQP036-1 / ISO 527) | 1.8 MPa | |
| Elongación a la rotura (CQP036-1 / ISO 37) | 500 % | |
| Resistencia a la propagación del corte (CQP045-1 / ISO 34) | 7 N/mm | |
| Temperatura de servicio (CQP509-1 / CQP 513-1) | -50 °C - 90 °C 120 °C (24 horas) 140 °C (1 hora) | |
| Vida útil | 12 meses B |
| CQP = Corporate Quality Procedure | A) 23 °C / 50 % h.r. | B) almacenamiento por debajo de 25 °C |
MECANISMO DE CURADO
Sikaflex®-221 cura por reacción con la humedad atmosférica. A bajas temperaturas el contenido de agua en el aire es generalmente menor y la velocidad de curado es algo más lenta (ver diagrama 1).
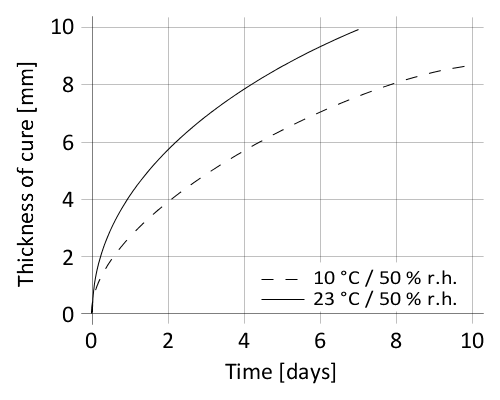
Diagrama 1: Velocidad de curado del Sikaflex®-221
RESISTENCIA QUIMICA
Sikaflex®-221 es generalmente resistente al agua dulce, agua de mar, ácidos diluidos y soluciones cáusticas diluidas; temporalmente resistente a combustibles, aceites minerales, grasas y aceites vegetales y animales; no es resistente a ácidos orgánicos, alcohol glicólico, ácidos minerales concentrados y soluciones cáusticas.
Aplicación
Preparacion del Soporte
Las superficies deben estar limpias, secas y libres de restos de grasa, aceite y polvo.
El tratamiento superficial depende de la naturaleza de los substratos y es crucial para un pegado duradero. Pueden encontrar recomendaciones sobre preparación superficial en la edición actualizada de la Tabla de Pretratamientos de Sika®. Tenga en cuenta que estas recomendaciones están basadas en la experiencia y deben ser verificadas mediante ensayos en los substratos originales.
Aplicación
Sikaflex®-221 puede extruirse entre 5 °C y 40 °C, pero deben considerarse los cambios en la reactividad y las propiedades de la aplicación. La temperatura óptima para el substrato y el sellador es entre 15 °C y 25 °C.
Sikaflex®-221 se puede extruir con pistolas de pistón manuales, neumáticas o eléctricas, así como con equipos de bombeo. Para obtener consejos sobre cómo seleccionar y configurar un sistema de extrusión adecuado comuníquese con Sika.
Herramientas y acabado
El alisado y el acabado deben realizarse dentro del tiempo de formación de piel del producto. Se recomienda el uso de Sika® Tooling Agent N. En caso de utilizar otro agente de alisado se debe ensayar previamente la compatibilidad con el producto.
Eliminación
El Sikaflex®-221 no curado puede ser eliminado de las herramientas y equipos con Sika® Remover-208 u otro disolvente adecuado. Una vez curado, el producto sólo puede ser eliminado mecánicamente. Las manos y la piel expuestas deben lavarse inmediatamente empleando toallitas Sika® Hand Clean o un limpiador de manos industrial adecuado y agua. ¡No use disolventes sobre la piel!
Pintabilidad
Sikaflex®-221 se puede pintar después del tiempo de formación de la piel. Si la pintura requiere un proceso de horneado, se logra el mejor rendimiento al permitir que el sellador cure por completo primero. Las pinturas acrílicas 2C y las 1C-PUR suelen ser adecuadas. Todas las pinturas deben probarse mediante ensayos preliminares en condiciones de fabricación. La elasticidad de las pinturas es usualmente más baja que la de los selladores, lo que podría provocar el agrietamiento de la película de pintura en el área de la junta.